














Sika AnchorFix®-1
Sika AnchorFix®-1 adhesive anchoring system has been specially formulated as a high-performance, two component adhesive anchor system for threaded and reinforcing bars in uncracked concrete.
- Fast curing
- Standard guns can be used
- Can be used at low temperatures
- High load capacity
- Non-sag, even overhead
- Styrene-free polyester resin
- Low wastage
Usage
As a fast curing anchoring adhesive for all grades of:- Rebars / reinforcing steel
- Threaded rods
- Bolts and special fastening systems
- Uncracked Concrete
- Solid masonry
- Hard natural stone*
- Solid rock*
Advantages
- Fast curing
- Standard guns can be used
- Can be used at low temperatures
- High load capacity
- Non-sag, even overhead
- Styrene-free polyester resin
- Low wastage
Packaging
10.1 fl.oz. (299 ml)
Color
uniform grayProduct Details
APPROVALS / STANDARDS
- European Technical Approval (ETA) according to ETAG001-5 for threaded bars only.
Shelf Life
12 months from date of production
All Sika AnchorFix®-1 cartridges have the expiry date printed on the label.
Storage Conditions
Cartridges should be stored in their original packaging, the correct way up, in cool conditions 41 °F to 77 °F (5 °C to 25 °C) out of direct sunlight.
System Structure
*The design professional on the job is ultimately responsible for the interpretation of the data provided above.
Tensile Adhesion Strength
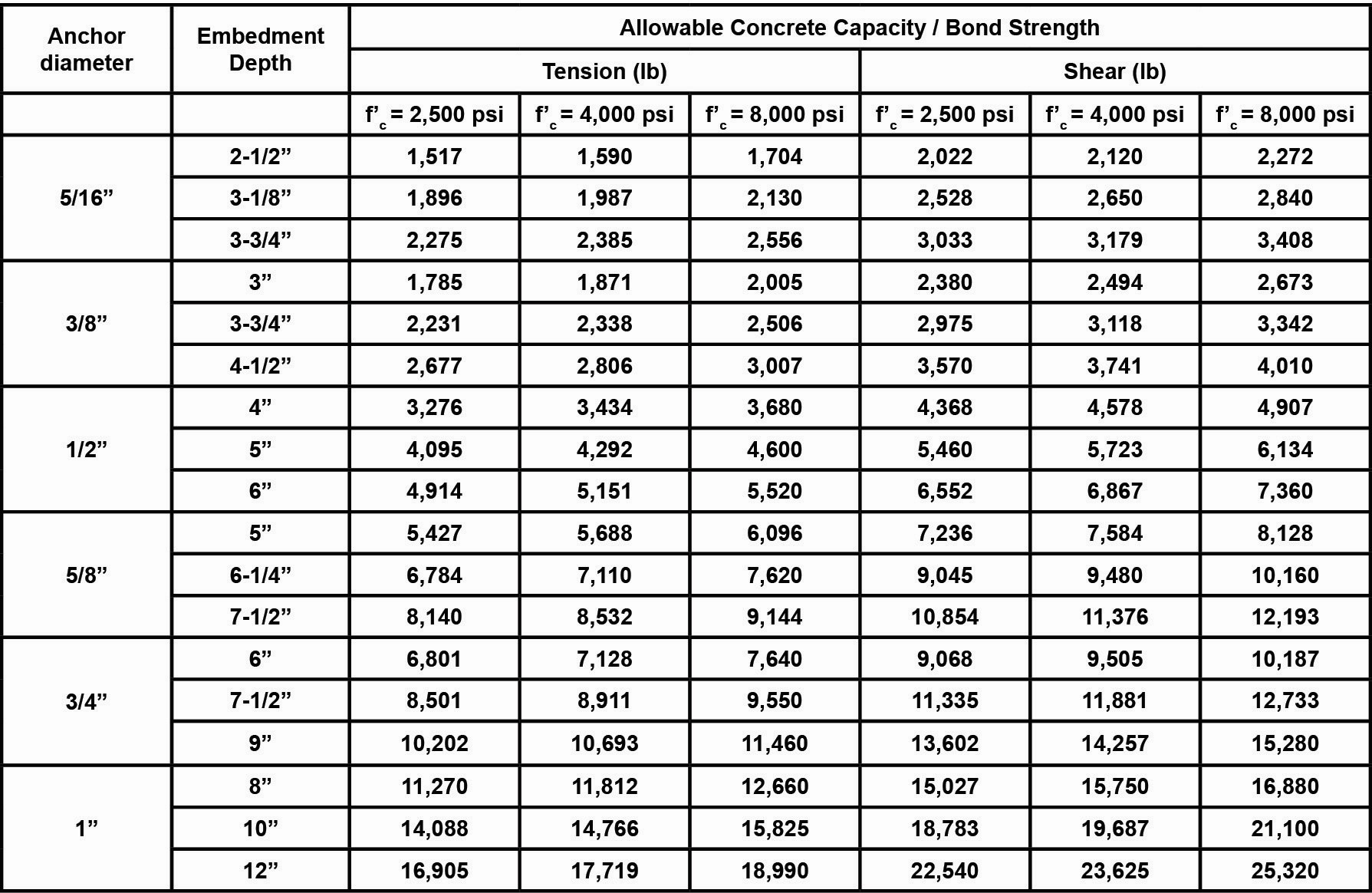
- The above values represent mean ultimate values and allowable working loads. The allowable working loads have been reduced using a safety factor of 4.0 for tension and 3.0 for shear, however, in some cases, such as life safety, safety factors of 10.0 or higher may be necessary.
- Allowable loads must be checked against steel capacity. The lowest value controls.
- Tabulated data is applicable to single anchors in normal-weight concrete unaffected by edge or spacing reduction factors. Values are valid for anchors installed into dry concrete in holes drilled with a hammer drill and ANSI carbide drill bit.
- Service temperatures should remain approximately constant. The maximum long term temperature being 122 °F and the maximum short term temperature being 176 °F. Short term temperatures are those that occur over brief intervals, for example, diurnal cycling.
- Linear interpolation is allowed.
*The design professional on the job is ultimately responsible for the interpretation of the data provided above.
Service Temperature
| Long Term | -40 °F (-40°C) min. / 122 °F (50 °C) max. |
| Short term (1–2 hours) | 176 °F (80 °C) |
Design Considerations
For details about adhesive anchoring design refer to the separate documentation provided: “Technical Documentation Sika AnchorFix®-1” Ref: 870 43 01
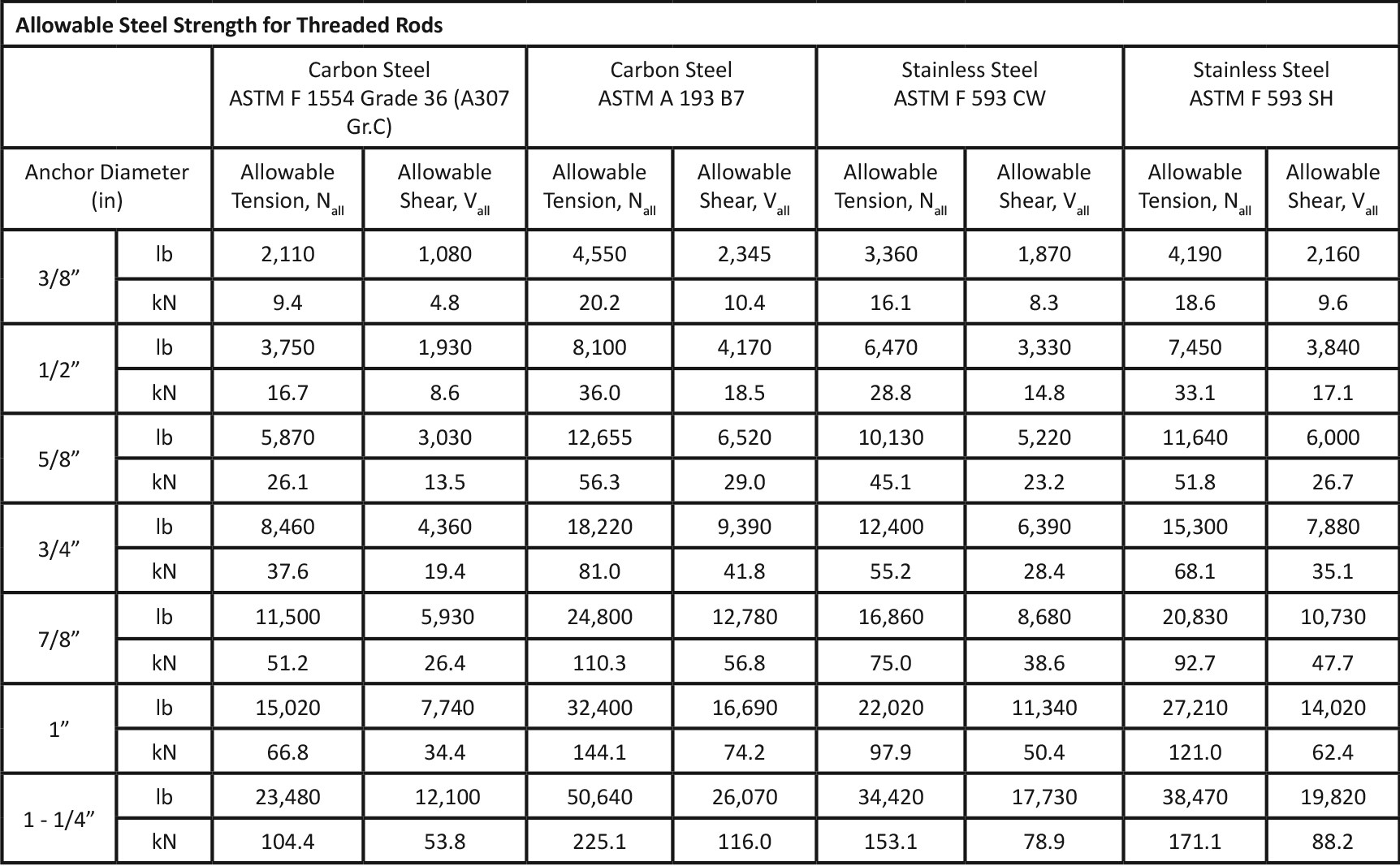
Allowable Tension, Nall = 0.33 x fu x nominal cross sectional area
Allowable Shear, Vall = 0.17 x fu x nominal cross section area
*The design professional on the job is ultimately responsible for the interpretation of the data provided above.
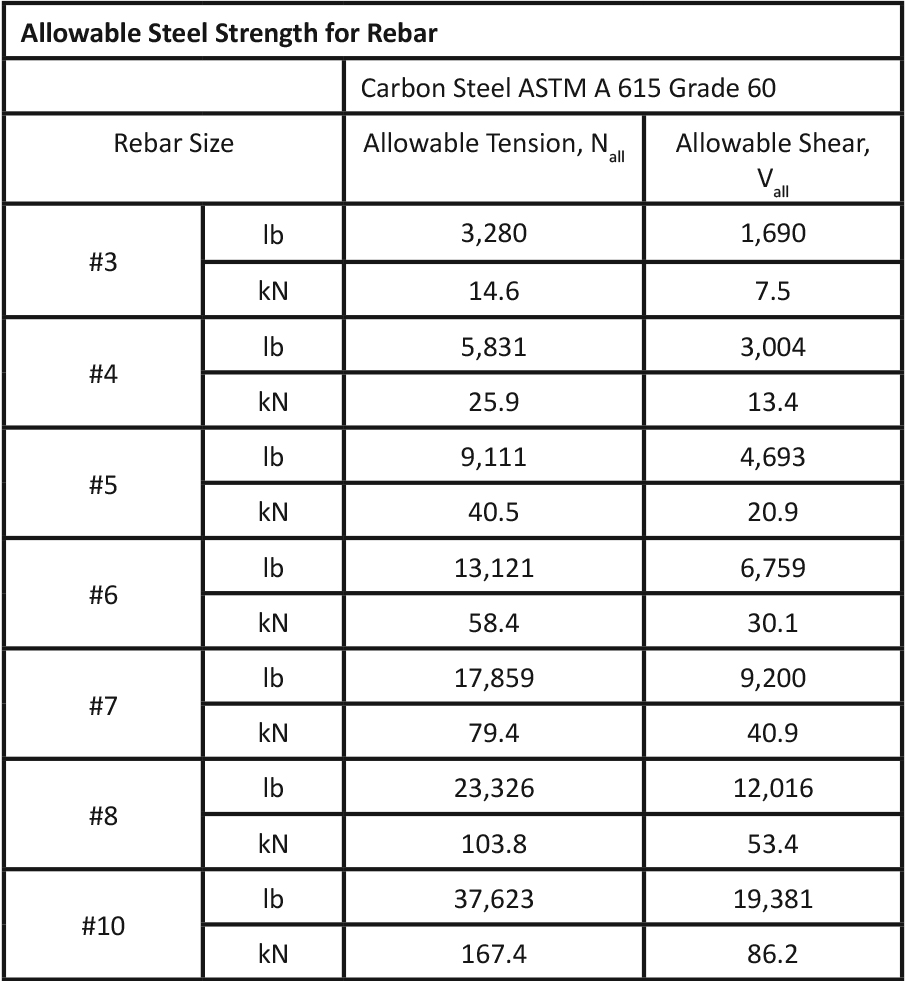
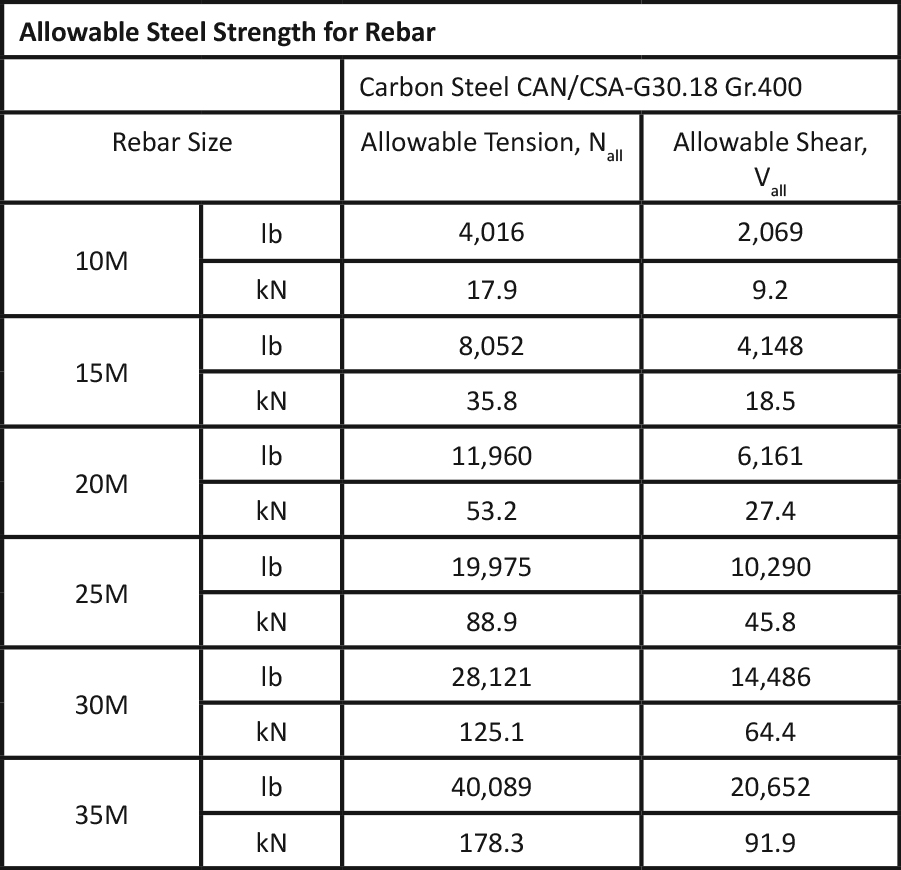
Tension = 0.33 x fu x nominal cross sectional area
Shear = 0.17 x fu x nominal cross section area
The design professional on the job is ultimately responsible for the interpretation of the data provided above.
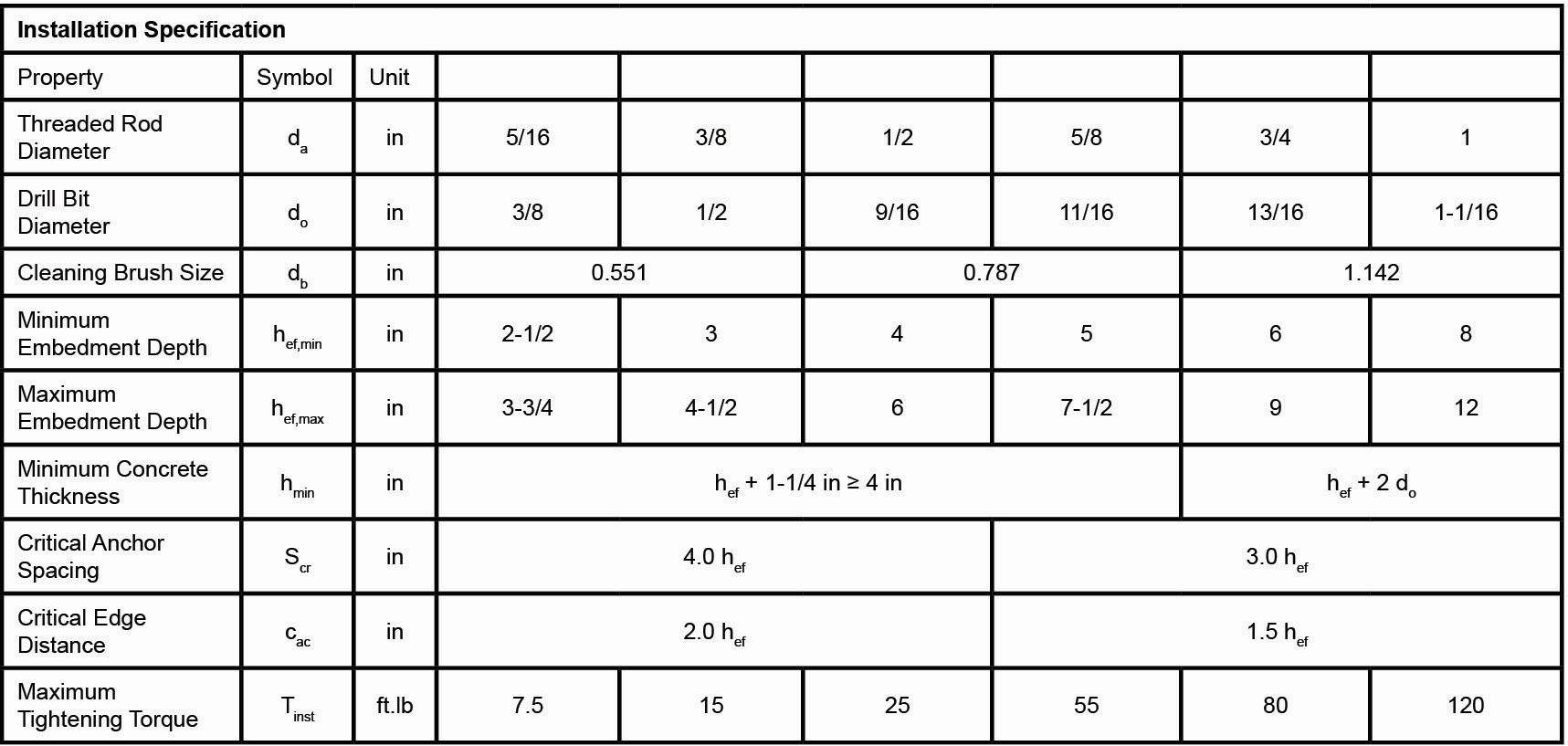
Application
Mixing Ratio
Component A : component B = 10 : 1 by volume
Sag Flow
Non-sag, even overhead
Product Temperature
Sika AnchorFix®-1 must be at a temperature of between 41 °F (5 °C) and 104 °F (40 °C) for application.
Dew Point
- Beware of condensation.
- Beware of frost.
Open Time
Working & Loading Times
| Cartridge Temperature* | T Work (minutes) | Base Material Temperature | T Load (hours) |
| 41°F to 50 °F | 18 | 41 °F to 50 °F | 145 hours |
| 50 °F to 68 °F | 10 | 50 °F to 68°F | 85 minutes |
| 68 °F to 77 °F | 6 | 68 °F to 77 °F | 50 minutes |
| 77 °F to 86 °F | 5 | 77 °F to 86 °F | 40 minutes |
| +86 °F | 4 | +86 °F | 35 minutes |
T Work is the typical time to gel at the highest temperature in the range
T Load is the typical time to reach full capacity
*Cartridge temperature must be maintained at a minimum of 41°F.
Coverage
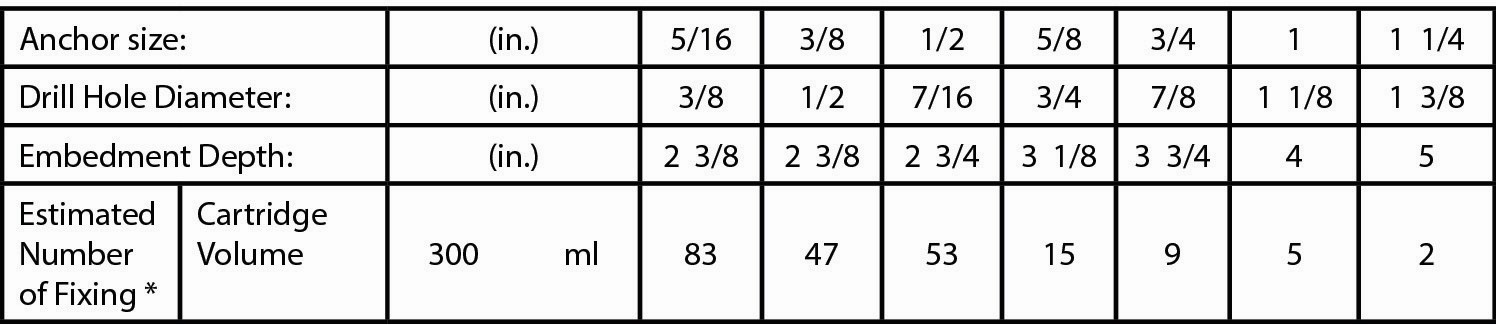
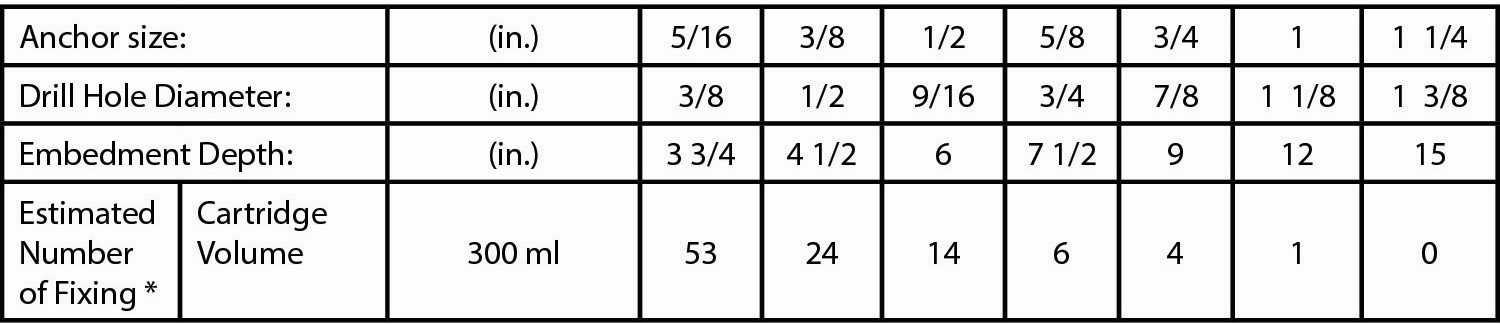
*Number of fixings assumes 30ml wastage in initial extrusion and holes filled to 3/4 full
SUBSTRATE QUALITY
- Mortar and concrete must be at the required strength. No need to be 28 days old.
- Substrate strength (concrete, masonry, natural stone) must be verified.
- Pull-out tests must be carried out if the substrate strength is unknown.
- The anchor hole must always be clean, dry, free from oil and grease etc.
- Loose particles must be removed from the holes.
- Threaded rods and rebars have to be cleaned thoroughly from any oil, grease or any other substances and particles such as dirt etc.
MIXING
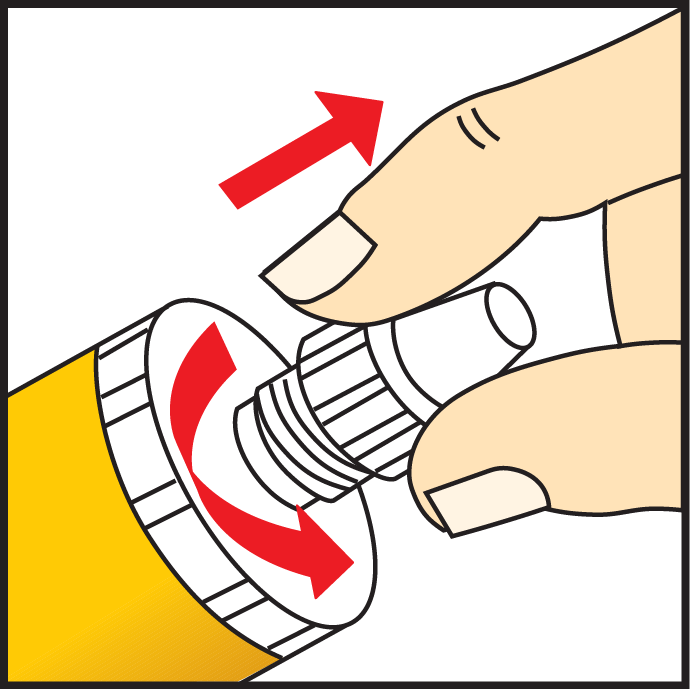
Getting the cartridge ready
|
| 1. Unscrew the cap |
|
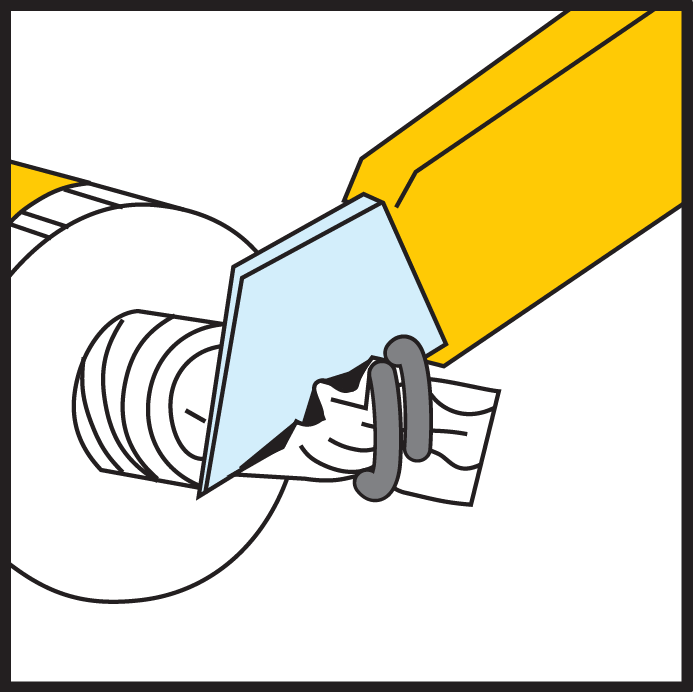
| 2. Cut the film |
|
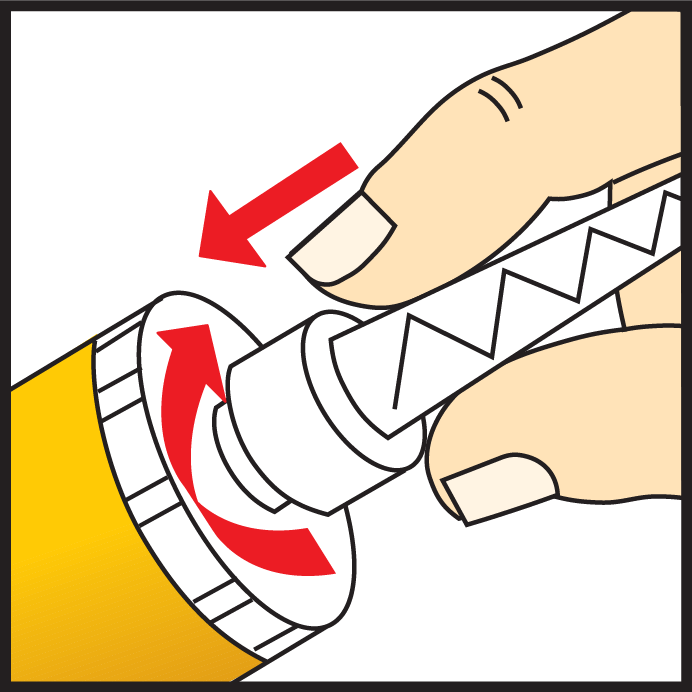
| 3. Screw on the static mixer |
|
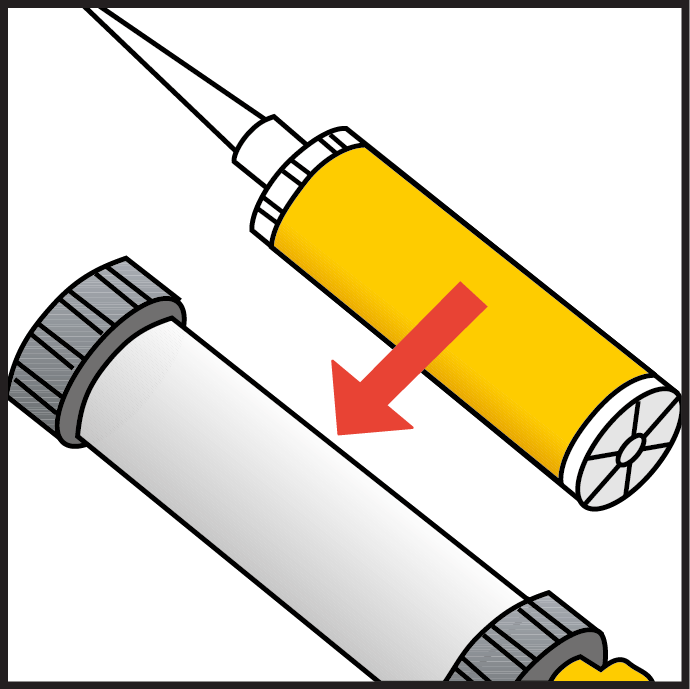
| 4. Place the cartridge into the gun and start application |
When the work is interrupted the static mixer can remain on the cartridge after the gun pressure has been relieved. If the resin has hardened in the nozzle when work is resumed, a new nozzle must be attached.
CLEANING OF TOOLS
Tools must be cleaned as soon as possible with a clean rag.